关键词 |
氮气置换密闭投料机 |
面向地区 |
全国 |
密闭投料设备自动化程度高,一键启动、一键停止;设备运行,提高了工作效率,降低员工劳动强度,还可以减少人工为企业接本增效。在车间自动化进程中,不可缺少的环节,实现物料的自动化密闭转运、输送及密闭投料,减少车间粉尘扬尘落地粉的产生,还可以改善车间工作环境。车间的自动化运行又可以减少人工,避免用工荒。设备应用于医药、化工、电池、颜料、新材料等行业。
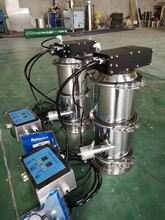
密闭投料设备采用PLC编写程序运行,根据客户工艺的要求,编写特定的运行程序,以满足生产需要。氮气置换密闭投料设备采用外接式真空源,利用真空源在管道内的压力差形成气流带动物料的快速输送,物料到达设备内部后,行氮气置换,降低设备内部含氧量,再将物料卸料倒反应釜中。物料有设备内部落入反应釜中氧气含量低,又增加了安全性,了反应釜内的安全反应与正常运行。
公司核心团队均在这一领域工作多年,拥有丰富的制造经验和的设计理念,根据客户提供的物料特性参数设备运行空间,设计出满足用户生产的特定空间的设备。公司拥有完整粉体输送实验平台, 在粉粒体加工处理领域,我们始终坚持与国际接轨,不仅坚持每年推出新产品,而且不断优化现有设备,有效地帮助客户解决了在生产加工过程中的疑难问题,还帮客户优化改进了其生产工艺。
公司目前产品主要有:真空上料机、正压输送机、粉粒料氮气闭路循环输送系统、无尘投料自动开包系统、无尘粉碎系统、无尘筛分密闭计量分装系统、自动配料系统等产品和自动化系统工程,产品可以应用于制药、食品、化工、颜料、电池原料、保健品等行业。
通过密闭管道输送粉粒体物料,输送速度快,降低员工劳动强度。物料在密闭管到内输送,物料暴露在车间空气内,防止粉尘扬尘的产生改善车间工作环境;人工推拉转运物料时物料遗撒,造成落地粉的产生,增加物料利用率,为企业创造效益。控制部分采用PLC控制,运行程序根据车间工艺生产需求进行编写,设备运行满足生产需求。控制部分接入车间DCS控制系统,由车间控制室对设备的运行状态进行监控,并启停设备的运行。
可用于反应釜密闭投料,投料时反应釜内有机溶剂外溢,车间气味刺鼻的现象;用于粉碎机投料,自动化密闭投料减少车间粉尘扬尘飞扬落地分的产生,改善车间工作环境,大大的提高工作效率;用于振动筛的自动加料投料,降低员工的劳动强度,提高工作效率。
| 主营行业:加料机 |
| 公司主营:真空输送机,加料器,气力输送机,真空上料机 |
| 主营地区:石家庄 |
| 企业类型:私营有限责任公司 |
| 注册资金:人民币300万 |
| 公司成立时间:2017-04-17 |
| 员工人数:51 - 100 人 |
| 研发部门人数:11 - 50 人 |
| 经营模式:生产型 |
| 经营期限:2017-04-17 至 2037-04-16 |
| 最近年检时间:2024年 |
| 登记机关:河北省元氏县经济开发区行政审批局 |
| 厂房面积:2000平方米 |
| 月产量:120台 |
| 是否提供OEM:是 |
| 质量控制:无 |
| 公司邮编:050000 |
————— 认证资质 —————