关键词 |
反应釜密闭投料设备 |
面向地区 |
全国 |
公司目前产品主要有:真空上料机、正压输送机、粉粒料氮气闭路循环输送系统、无尘投料自动开包系统、无尘粉碎系统、无尘筛分密闭计量分装系统、自动配料系统等产品和自动化系统工程,产品可以应用于制药、食品、化工、颜料、电池原料、保健品等行业。
控制系统部分采用PLC控制,根据客户车间生产工艺进行编写,设备运行模式满足车间生产需求。粉粒体物料在密闭管道内输送,将物料与外界进行隔离,防止粉尘扬尘的产生,物料转运过程中的物料遗撒,增加物料利用率。设备自动化运行,速度快,降低劳动强度,减少人工节约企业成本。
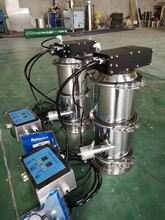
自动密闭投料设备采用外接式真空源,将设备仓内产生真空,在密闭的物料管道内形成气流,带动粉粒体物料在密闭管道内快速输送,物料到达投料设备内部后,在卸料到下一工段反应釜内,卸料的同时进行反吹,吹落气固分离器外侧附着的物料,对气固分离器进行清洁,透气性。物料卸完后,又进行吸料卸料,依次循环进行。
可用于反应釜密闭投料,投料时反应釜内有机溶剂外溢,车间气味刺鼻的现象;用于粉碎机投料,自动化密闭投料减少车间粉尘扬尘飞扬落地分的产生,改善车间工作环境,大大的提高工作效率;用于振动筛的自动加料投料,降低员工的劳动强度,提高工作效率。
设备采用PLC控制,运行程序根据客户现场工艺的不同,编写不同的运行程序,设备系统的平稳运行。设备控制系统可接入车间DCS系统,由车间控制室进行统一启动与停止,并监控设备运行状态。反应釜温控信号与控制箱连锁,实现反应釜超温后停止运行,温度下降后自动运行继续投料。实现全程自动化运行。设备应用领域:医药、化工、颜料、新材料等行业。
物料在密闭管道内输送,粉粒体物料与车间接触,减少车间粉尘扬尘,加料设备与反应釜的密闭链接,防止釜内粉尘外溢,改善车间工作环境,物料在密闭管道内快速输送,减少劳动强度,提高工作效率。设备可根据物料的特性和生产工艺要求来生产,设备的控制部分可与车间DSC进行连接,由车间统一控制或监控,加料设备可以反馈设备的运行状态,也可根据釜内的温度信号来控制加料与停止。也可根据工艺要求达到间断性的投料与停止。
————— 认证资质 —————